La SFL FLEX è una macchina lineare di soffiaggio, che può essere munita di 1 oppure 2 cavità di soffiaggio e può produrre un’ampia gamma di contenitori.
Il design FLEX della macchina consente un semplice passaggio da 2 cavità a Singola cavità, e viceversa. La SFL FLEX può anche essere configurata in sola versione singola cavità.
La piattaforma può produrre bottiglie standard e personalizzate per riempimento a temperatura ambiente e a caldo, contenitori ovali con collo orientato, bottiglie multilayer, bottiglie colorate, bottiglie leggere e piccoli contenitori per l’industria farmaceutica, ma anche grandi contenitori fino a 5 litri ad alta produttività.
Impianto di manipolazione della preforma:
Le preforme per la produzione industriale di bottiglie sono scaricate alla rinfusa dalle scatole di trasporto nella tramoggia preforme; un ribaltatore per cartoni standard e cartoni speciali è disponibile come opzione.
Le preforme sono poi movimentate dalla tramoggia tramite un nastro elevatore fino all’allineatore, tale sistema di allineamento è localizzato in una posizione elevata rispetto alla ruota di soffiaggio e ai forni, per consentire un apporto uniforme di preforme.
Le preforme sono allineate per gravità tramite due cilindri rotanti con il collo rivolto verso l’alto e si preparano a scorrere all’interno della macchina tramite uno scivolo regolabile in larghezza posto all’interno della cabina di sicurezza.
Trasferimento della preforma e condizionamento termico
Dallo scivolo di alimentazione le preforme sono caricate sulla catena di movimentazione tramite una ruota di carico senza pinze. Il platorello s’infila gradualmente nel collo della preforma tramite una molla che viene rilasciata tramite una camma meccanica.
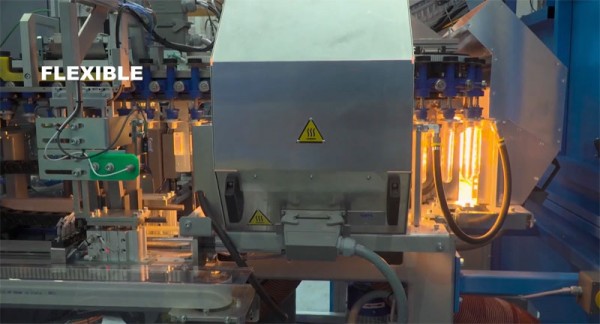
Durante la fase di riscaldamento, le preforme ruotano continuamente per una perfetta distribuzione simmetrica del calore. I forni sono ventilati per mantenere la temperatura interna delle preforme bassa in modo che sia evitato un riscaldamento eccessivo della loro parete esterna. I forni sono modulari in questo modo possono essere integrati nei vari modelli in base alle esigenze di riscaldamento.
Le preforme trasportate all’interno di ogni forno passano davanti alle otto (8) lampade a infrarossi da un lato e da specchi con fessure verticali dall’altro; l’aria passa sulle preforme in direzione perpendicolare al loro asse, essendo stata aspirata da dei ventilatori centrifughi a velocità controllabile dalla parte inferiore dei forni secondo il seguente ordine: prima attraverso gli specchi, poi attraverso le preforme e le lampade essendo infine aspirata completamente nella parte superiore dei forni.
Per riscaldare preforme speciali sono disponibili come opzione: forni con lampade aggiuntive (9° e 10°), con passo lampada ridotto o con lampade di intensità superiore.
Le preforme passano attraverso due o tre forni, in modo da fornire un tempo adeguato per l'equilibrio e la stabilizzazione della temperatura della preforma attraverso la parete della preforma.
All'uscita dell'ultimo forno le preforme vengono trasferite alla stazione di soffiaggio mediante un sistema a passo variabile azionato da un servomotore, questo sistema è in grado di combinare il movimento continuo della zona forno con il movimento intermittente della pressa soffiante.
Stiro – soffiaggio
Le fasi di stiro e soffiaggio sono realizzate all'interno di una pressa di soffiaggio completamente servo-driven. Lo stampo è installato con 1 o 2 cavità, a seconda della bottiglia massima da produrre. Il servomotore consente alla pressa di operare con diverse corse, che possono essere impostate sull'HMI, al fine di massimizzare il tempo di processo.
Lo stiro assiale delle preforme viene effettuato dalle aste che si muovono insieme, azionate da un servomotore, per ottenere la massima ripetibilità e consistenza del processo di soffiaggio. Le azioni successive di pre-soffiaggio dell'aria a bassa pressione e di ulteriore soffiaggio dell'aria ad alta pressione sono regolate da valvole pneumatiche (azionate elettronicamente). I parametri di soffiaggio memorizzati nelle ricetta di produzione garantiscono un'impostazione rapida, precisa e ripetitiva del processo di soffiaggio.
Durante il processo di soffiaggio ad alta pressione, l'apertura dello stampo viene inibita attraverso una compensazione adeguata mediante la stessa aria ad alta pressione.
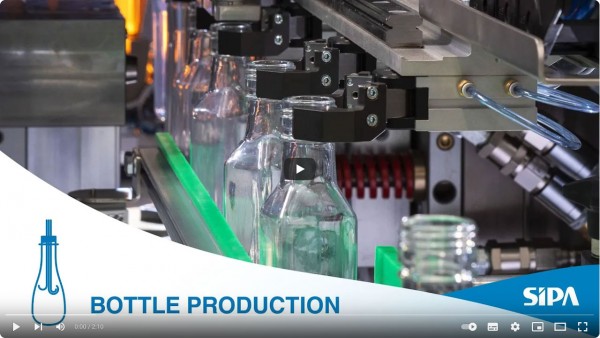
Espulsione bottiglie
Al termine del processo di soffiaggio, quando l’aria è esaurita, lo stampo di soffiaggio si apre per rilasciare le bottiglie soffiate. Queste bottiglie sono poi scaricate da un sistema di trasferimento lineare, il quale è integrato meccanicamente alla pressa di soffiaggio.
La macchina può disporre come opzione di un sistema di scarico a valle in base alle richieste specifiche del cliente (nastro trasportatore, nastro trasportatore ad aria, ecc.)
Software di controllo
L'interfaccia uomo-macchina (HMI) è costituita da un PC industriale. Monitora le prestazioni della macchina, ma gestisce anche tutti i parametri di riscaldamento/soffiaggio delle preforme: vengono salvati nella memoria interna, in modo che ogni contenitore da produrre abbia la propria configurazione.
Gestisce tutti i parametri di processo e di funzionamento e genera produzione, prestazioni e report avvisi/allarmi e consente operazioni di controllo remoto.
L'HMI monitora e suggerisce anche le attività di manutenzione delle macchine.
Tutti i parametri di processo per il riscaldamento delle preforme e il soffiaggio delle bottiglie possono essere modificati attraverso l'interfaccia HMI e possono essere memorizzati nel sistema di memorizzazione dei dati della macchina (UPS), anche in caso di black-out.
Sistema di ricircolo aria (ARS®)
Il sistema opzionale ARS®, recupera l'aria emessa da ciascuna cavità in un apposito serbatoio (integrato nella macchina) e la ricircola all'occorrenza (aria pre-soffiata, aria di servizio, ecc.).
ARS+® recupera molta più aria in due diversi serbatoi: il primo (bassa pressione) viene utilizzato per il pre-soffiaggio, il secondo (media pressione) per il soffiaggio intermedio, prima del soffiaggio finale ad alta pressione. Per questo motivo, il compressore deve fornire solo il fabbisogno finale di aria (18-28 bar). Entrambi questi sistemi sono opzionali.
.